|
|
     aHR0cDovL2ZyZWVzaGlwLmNvLmty aHR0cDovL2ZyZWVzaGlwLmNvLmty
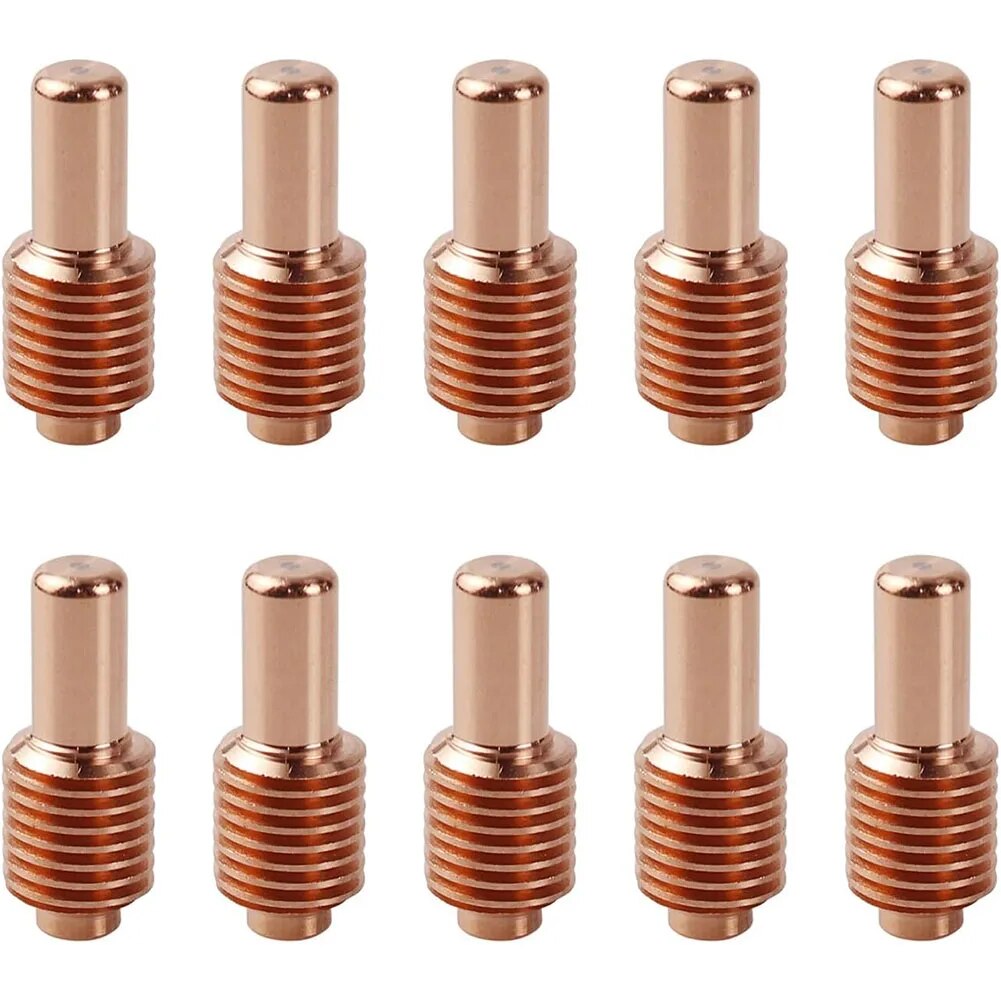
- 모델 번호: WP/WT20/WC20/WL15/WL20
- 근원: CN (정품)
- Material: Tungsten
- Application: Used for Aluminum, Aluminum Alloy, Magnesium Alloy and Magnesium Alloy
옵션정보[(201733807)WL15] [(100010417)WC20] [(100010417)WC20] [(350686)WT20-] [(350686)WT20-] [(350850)WL20] [(350850)WL20] [(350853)WP] [(350853)WP]
Your Online Welding Specialist

Various Specifications and Sizes
5 TYPES WTh20WCe20WLa15WLa20WP
5 DIA. & MIXED PACKAGING Ø1.0/1.6/2.4mm Length: 150mm |

|
|
|
|
Product Description

WTh20
2% thoriated tungsten electrodes (AWS classification EWTh-2) contain a minimum of 97.30% tungsten and 1.70 to 2.20% thorium. They are the most commonly used electrodes today and are preferred for their longevity and ease of use. Thorium increases the electron emission qualities of the electrode, which improves arc starts and allows for a higher current carrying capacity. This electrode operates far below its melting temperature, which results in a considerably lower rate of consumption and eliminates arc wandering for greater stability. It also features a lower level of weld contamination than other electrodes. Unlike pure tungsten, these electrodes are only for specialty type AC welding (thin gauge aluminum or materials less than .060-in.), but they are exceptional for DC electrode negative or straight polarity on carbon and stainless steel, nickel and titanium applications. During manufacturing, thorium is evenly dispersed throughout the electrode. This evenness allows the electrode to maintain a sharpened edge-the ideal electrode shape for welding thin steel. Sharpening the electrode’s point, however, should be done with great care.

WCe20
2% ceriated tungsten electrodes (AWS classification EWCe-2) contain a minimum of 97.30% tungsten and 1.80 to 2.20% cerium. These electrodes perform best in DC welding at low current settings but can be used proficiently in AC or DC processes. With its excellent arc starts at low amperages, ceriated tungsten has become popular in such applications as orbital tube and pipe manufacturing, thin sheet metal work or jobs where small and delicate parts are welded. Like thorium, it is best used to weld carbon and stainless steels, nickel alloys and titanium, making it an obvious replacement for 2% thoriated electrodes. Ceriated tungsten features slightly different electrical characteristics than thorium but most operators won’t be able to tell the difference. Using ceriated electrodes at higher amperages is not recommended. In these situations, the oxides will migrate quickly to the heat at the tip, removing the oxide content and nullifying its process benefits.

WLa20
2% lanthanated tungsten electrodes (AWS classification EWLa-2.0) have excellent arc starting, low-burn-off rate, good arc stability and excellent re-ignition characteristics?many of the same advantages as ceriated electrodes. 2.0% lanthanated electrodes also closely resemble the conductivity characteristics of 2% thoriated tungsten, meaning, in some cases, it can replace 2% thoriated without having to make significant welding program changes. 1.5% lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. Lanthanated electrodes work well on AC or DC electrode negative with a pointed end or they can be balled for use with AC sine wave power sources. The lanthana is dispersed evenly throughout the entire length of the electrode during manufacturing. It also maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or the AC from squarewave power sources. Unlike thoriated tungsten, these electrodes are suitable for AC welding and, like ceriated electrodes, allow for the arc to be started and maintained at lower voltages. AC Compared to pure tungsten, the addition of 2.0% lanthana increases the maximum carrying capacity by approximately 50% for a given size electrode.

WLa15
1.5% lanthanated tungsten electrodes (AWS classification EWLa-1.5) have excellent arc starting, low-burn-off rate, good arc stability and excellent re-ignition characteristics?many of the same advantages as ceriated electrodes. 1.5% lanthanated electrodes also closely resemble the conductivity characteristics of 2% thoriated tungsten, meaning, in some cases, it can replace 2% thoriated without having to make significant welding program changes. 1.5% lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. Lanthanated electrodes work well on AC or DC electrode negative with a pointed end or they can be balled for use with AC sine wave power sources. The lanthana is dispersed evenly throughout the entire length of the electrode during manufacturing. It also maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or the AC from squarewave power sources. Unlike thoriated tungsten, these electrodes are suitable for AC welding and, like ceriated electrodes, allow for the arc to be started and maintained at lower voltages. AC Compared to pure tungsten, the addition of 1.5% lanthana increases the maximum carrying capacity by approximately 50% for a given size electrode.

WX
Note: called E3 in some country.
Compound tungsten electrode is also known as three elements of rare earth. It is a non-radiation material. It is good to balance the electron mobility and evaporation rates, making tungsten electrodes to maximize their performances. For compound tungsten electrode, it’s easy to start and restart arc. If the welding cycle more than 15 minutes, its life will be last longer.
WX tungsten electrode tip burning significantly better than other tungsten electrodes. As three kinds of doping the oxide mixture in the electrode. It’s strict with the production process and the cost of production is more expensive.

WP
Pure tungsten electrode is the earliest use of electrodes in TIG welding. It contains tungsten content minimum 99.5%, without other impurities.
Pure tungsten electrode is only as welding electrode under the condition of AC or resistance welding electrode. It can clean surface of base metal, welded ball become tapering when heating. This shape provides a good and balanced wave form for AC welding.
Pure tungsten electrode has a very high electron output, low vapor pressure, low resistance, good conductivity, thermal expansion, high elastic modulus bright. Therefore, stable arc at low currents, even as low below the 5A. It also does the welding aluminum, magnesium and other.
But the emission of electron demands high voltage and high no-load voltage of welding machine. The tungsten electrode is burned apparently if it works in the high current for a long time. The end may drop into molten pool after melting, which will bring the tungsten into the welding gap. So, it’s just used for welding some black metal or welding the unimportant parts.
AMERICAN Welding Society standard AWS A5.12M/A5.12:2009 conformance
Tungsten Electrode Selector Chart
|
|
Information in this table is For Reference Only.
For specific application please consult with a local TIG welding expert.
BASE METAL TYPE |
THICKNESS RANGE |
DESIRED RESULTS |
WELDING
CURRENT |
ELECTORDE TYPE |
COLOR TIPS |
SHIELD GAS |
TUNGSTEN PERFORMANCE CHARACTERISTICS |
Aluminum Alloys and Magnesium Alloys |
All |
General Purpose |
ACHF |
Pure (EW-P) |
Green(WP) |
Argon |
Balls easily, low cost, tends to spit at higher currents, used for non-critical welds only. |
2% Thoriated
(EW-Th2) |
Red(WTh20) |
75 Argon
25 Helium |
Higher current range and stability, better arc starts, with lower tendency to spit, medium erosion. |
Only thin sections |
Control penetration |
DCRP |
2% Ceriated
(EW-Ce2) |
Gray(WCe20) |
Argon Helium |
Lowest erosion rate, widest current range, AC or DC, no spitting, best arc starts and stability. |
Only thick sections |
Increase penetration or travel speed |
DCSP |
2% Thoriated
(EW-Th2) |
Red(WTh20) |
75 Argon
25 Helium |
Best stability at medium currents, good arc starts, medium tendency to spit, medium erosion rate. |
2% Ceriated (EW-Ce2) |
Gray(WCe20) |
Helium |
Low erosion rate, wide current range, AC or DC, no spitting consistent arc starts, good stability. |
Copper
Alloys,Cu-Ni
Alloys and Nickel Alloys |
All |
General Purpose |
DCSP |
2% Thoriated (EW-Th2) |
Red(WTh20) |
75 Argon
25 Helium |
Best stability at medium curents, good arc starts, mediumtendency to spit, medium erosion rate. |
2% Ceriated (EW-Ce2) |
Gray(WCe20) |
75 Argon
25 Helium |
Low erosion rate, wide current range, AC or DC, no spitting,consistent arc starts, good stability. |
Only thick sections |
Increase penetration or travel speed |
DCSP |
2% Ceriated (EW-Ce2) |
Gray(WCe20) |
75 Argon
25 Helium |
Low erosion rate, wide current range, AC or DC, no spitting, consistent arc starts, good stability. |
Mild Steels, Carbon Steels Alloy Steels Stainless Steels and Titanium Alloys |
All |
General Purpose |
DCSP |
2% Thoriated (EW-Th2) |
Red(WTh20) |
75 Argon
25 Helium |
Best stability at medium currents, good arc starts, medium tendency to spit, medium erosion rate. |
2% Ceriated (EW-Ce2) |
Gray(WCe20) |
75 Argon
25 Helium |
Low erosion rate, wide current range, AC or DC, no spitting, consistent arc starts, good stability. |
2% Lanthanated (EWG-La2) |
Blue(WLa20) |
75 Argon
25 Helium |
Lowest erosion rate, highest current range on DC, no spitting, best DC arc starts and stability. |
Only thick sections |
Increase penetration or travel speed |
DCSP |
2% Ceriated (EW-Ce2) |
Gray(WCe20) |
75 Argon
25 Helium |
Low erosion rate, wide current range, no spitting,consistent arc starts, good stability. |
1.5% Lanthanated (EWG-La2) |
Gold(WLa15) |
Helium |
Lowest erosion rate, highest current range, no spitting,best DC arc starts and stability. |
|
|
|
|
|














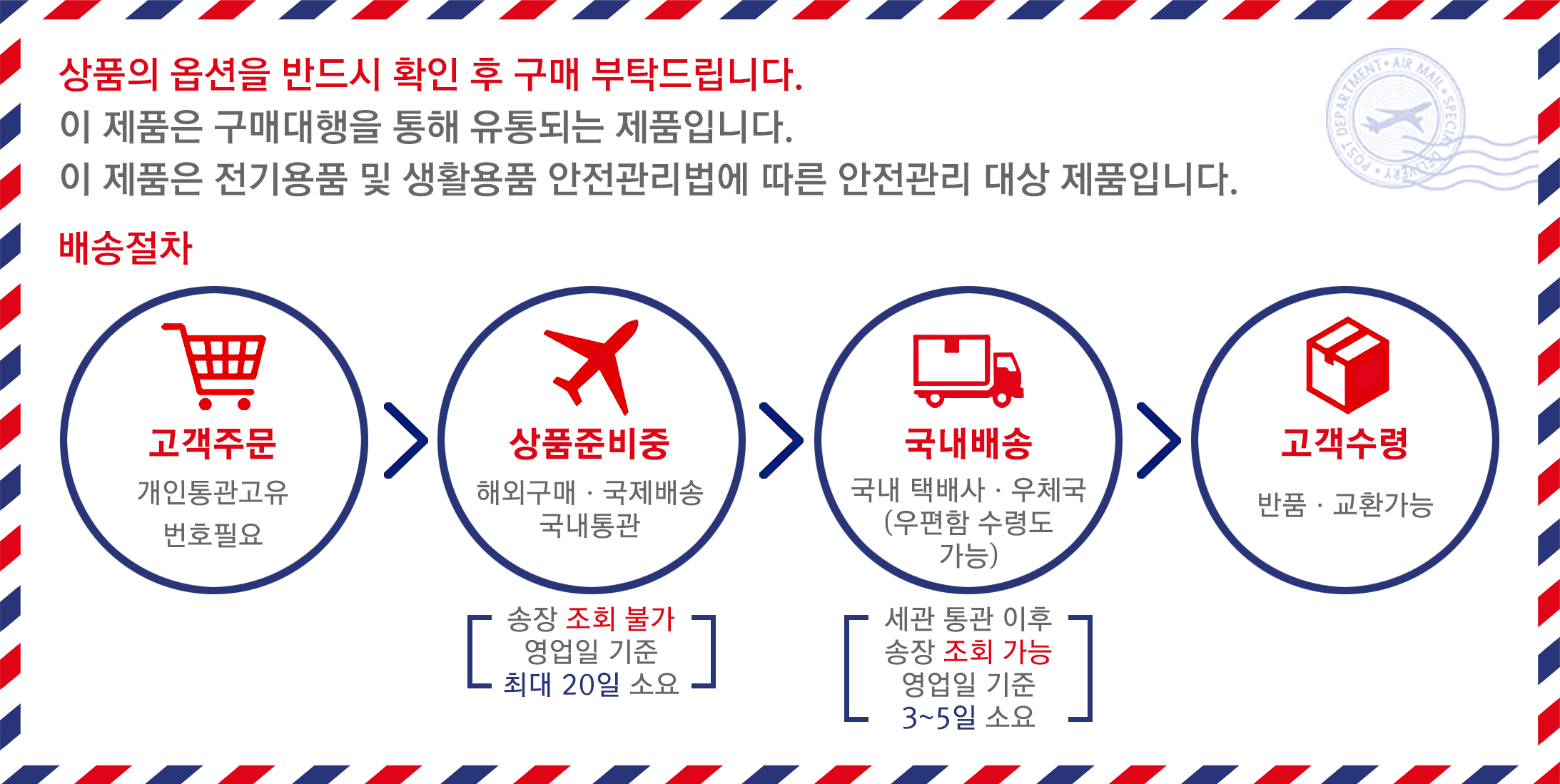
 배송기간
배송기간