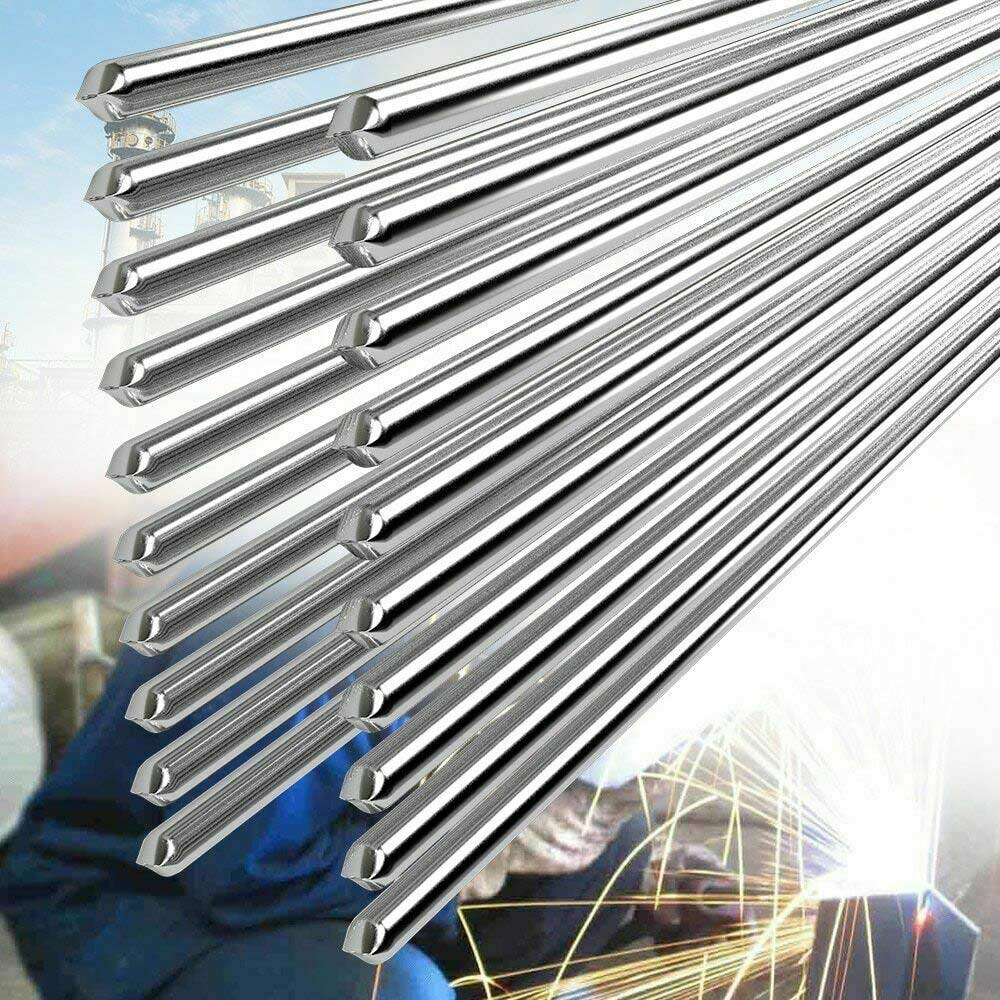
10PCS 순수 알루미늄 용접봉 알루미늄 합금 Al-Si Al-Mn Al-Mg 전극 솔더 스틱 AL109 AL209 AL309 AL409
Optional:
price for 10pcs (do not have original box, if you need original box, please to purchase 1KG)
or price for 1KG
AL109 pure aluminum welding rods
Standards: TAI; AWS E1100
Pure aluminum, excellent corrosion resistance and middle strength, welding of pure aluminum.
Applications: mainly used to weld aluminum, pure aluminum containers.
-------------------------------------------------------------------------------
AL209 aluminum-silicon welding rods
Standards: TAISi; AWS E4043
Silicon aluminum, good crack resistance and wide range of usage. Welding of aluminum alloys other than aluminum magnesium alloys.
Applications: commonly used in aluminum, aluminum and silicon castings, general aluminum and forged aluminum, hard aluminum welding, not welding aluminum-magnesium alloy.
-------------------------------------------------------------------------------
AL309 aluminum-manganese welding rods
Standards: TAIMn; AWS E3003
Manganese aluminum, corrosion resistance and high strength. Welding of aluminum alloys.
Applications: used for welding aluminum-manganese alloy, aluminum and other aluminum alloy welding.
-------------------------------------------------------------------------------
AL409 aluminum- magnesium electrode
Standards: TAIMg AWS A5.3E5183
high strength, good malleable, good corrosion resistance.
Applications: used for bicycles, aluminum scooters and other sports equipment, locomotive, chemical pressure vessels, ordnance production, shipbuilding, aviation and other industries of aluminum and manganese alloy welding.
-------------------------------------------------------------------------------
Precautions:
1, the electrode is extremely vulnerable to moisture, it should be stored in a dry sealed container, to prevent moisture deterioration.
2, before welding the electrode at about 150 ℃ baking 1-2 hours.
3, welding should be used pad, and according to the thickness of the welding pieces heated to 200-300 ℃ after welding. Welding process, the electrode is not horizontal swing to improve the welding speed, the electrode should be vertical welding surface, arc should be as short as possible. Replacement of the electrode must be carried out quickly.
4, welding parts in the welding must be removed before the oil, impurities. After welding should be carefully removed slag, and washed with steam or hot water clean.



















 배송기간
배송기간