|
|
     aHR0cDovL2ZyZWVzaGlwLmNvLmty aHR0cDovL2ZyZWVzaGlwLmNvLmty
친애하는 고객,
1."THK0.5mm Width 100mm" means thickness 0.5mm width 100mm turcite b
2.We have many different size,if you need other different size or customized size,pls kindly send letter to us,then we will give you quotation asap.
3.If you need other different color turcite b or glue,pls kindly check products chain as below:
4.Turcite b working parameters sheet as below:

5.Rail soft tape paste process (for machine maintenance and product use)
(1).Preparation: Adhesive site to be clean, environment temperature better to 10 ~ 40 ℃. dark brown side for bonding, blue and green side is the working face.Remaining soft tape and glue should keep in dark place and moistureproof. To improve the bonding strength, metal rail surface roughness should take Ra12.5 ~ 25μm (finish 3 ~ 4); matching rail should be slightly wider than the soft rail, the surface roughness should take Ra0.8 ~ 1.6μm (Finish 7 to 8).
(2).Cut: The width of the soft tape can be larger than 4 ~ 8mm of metal guide bonding surface,to avoid slip when you pate it.The length can larger than 40 ~ 80mm,so it’s easy to tensioning the both side when you paste.
(3).Cleaning: Before welding, it is necessary to remove the rust and impurities from the abrasive cloth, sandpaper or steel wire brush, then scrub clean and dry with acetone. If the old machine oil is serious, NaOH alkaline washing, and then scrub with acetone; conditional, but also on the metal rail surface for sandblasting treatment. At the same time with acetone to wipe the soft band of dark brown adhesive surface, dry spare.
(4).Mixed glue:Glue must mixing according to you need,volume A /volume B = 1/1.2(or weight A/ weight B=1/1),then can use after uniform mixing.
The glue should be used in 45 minutes after mixed glue A and glue B.
Glue A and Glue B should use different splash bar.Can’t use one same splash bar put in glue A cans and glue B cans.
(5).Adhesive: Adhesive can be made with "Toothed Scraper" or 1mm thick glued wood. Glue can be applied to the metal longitudinal guide, horizontal coating on the soft belt, the coating should be uniform, the adhesive layer should not be too thin or too thick, with the amount of plastic can generally be controlled at about 700g / m2, Between 0.08 and 0.12 mm.
(6).Paste: When the soft tape is just pasted on the metal rails, it better moved little all around before and afterwards to make it fully accessible. Press the PTFE tape by hands or appliance from the center of the soft belt to the sides to remove the air bubbles. For large machines, Belt Paste Positioning by using packaging tape.
(7).Curing: curing at room temperature, curing time: 24 hours, curing pressure: 0.06 ~ 0.1MPa, the pressure must be uniform, can use the machine table itself, the weight of the reverse pressure on the bed guide rail, if necessary,put other weigh things on it.If used bulk products, but also can be customized to do with pressure iron. In order to avoid the extrusion of the remaining glue stick to the bed guide, can be pre-bed surface in the surface of a layer of oil seal paper or coated with oil.
(8).Processing: After curing, the table should be pushed in the direction of the guide, then lift and turn over, remove the remaining rubber, and cut the process margin and chamfer the soft belt along the direction of the metal rail. The third generation of soft with a good scraping performance, grinding, milling or manual scraping to the accuracy requirements, machining must be fully cooled cooling fluid, and the amount of feed to be small; with scraping according to the usual scraping process Carried out, the contact surface balance to be 70%. Soft belt open oil hole, oil groove and metal rails the same way, but the proposed oil tank generally do not open through the soft belt, the depth of the tank can be a soft band thickness of 1/2 ~ 2/3, the groove away from the edge of the soft band at least 6mm or more.
|
|
|
|
|














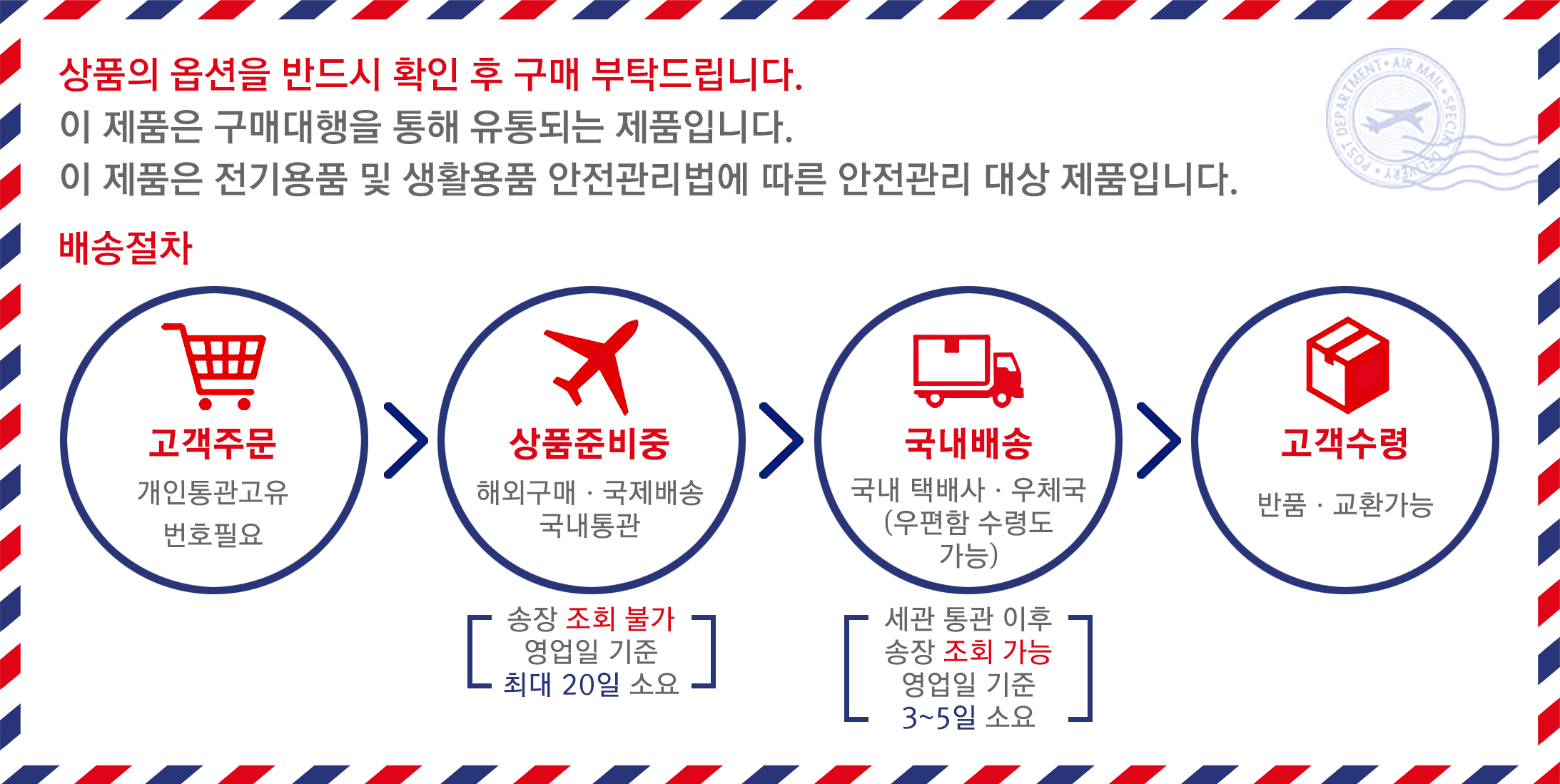
 배송기간
배송기간